



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3D打印间接粘接托槽精度
[张达* , 王林川, 周彦恒, 刘晓默, 李晶11, △  ]
]
]
|
|


* 现在北京大学国际医院口腔科
目的:基于数字化正畸诊断设计流程进行间接粘接转移托盘模型的设计和3D打印,对关键性的托槽打印精度进行检验,以期对数字化正畸的临床应用有所帮助。方法:从2014年至2015年于北京大学口腔医院正畸科就诊的错牙合畸形患者中选取14例为研究对象,其中拔牙8例,不拔牙6例。所有患者牙周洁治后进行口内牙列扫描和锥形束CT(cone-beam computed tomography,CBCT)拍摄,所得STL数据与DICOM数据在自编软件中进行数据分割融合和配准、数字化矫治设计和计算机软件自动排牙、托槽虚拟定位、错牙合模型坐标还原,最终输出3D打印模型数据用于间接粘接转移定位托盘的制作。3D打印输出模型,经过后处理由水枪及超声震荡去除周围支撑材料,使用数字游标卡尺对所有样本牙颌模型上的左侧上下颌托槽及颊面管进行长度和宽度的测量,检验测量结果。测量值比较采用独立样本 t检验,与托槽及颊面管设计尺寸进行比较。结果:在19个测量分析项目中有13个项目的测量均值与检验标准值间的差异有统计学意义,差异范围在0.04~0.17 mm,且除左下第二前磨牙的托槽长度外均大于检验值。结论:虽然托槽的宽度和颊面管的长度和宽度上大多稍大于检验值,但这不一定对临床上间接粘接转移托盘的制作造成影响,0.04~0.17 mm的差异是否会影响托槽实际的固位和定位有待进一步的研究证实。
Objective:This study was based on digital orthodontic diagnosis work flow for indirect bonding transfer tray model design and three-dimensional (3D) printing, and the aim of this paper was to inspect the dimensional accuracyof 3D printed brackets, which is the foundation of the follow up work and hoped that will illuminate the clinical application of the digital orthodontics work flow.Methods:The samples which consisted of 14 cases of patients with malocclusion from Department of Orthodontics Peking University were selected, including 8 cases with tooth extraction and 6 cases without tooth extraction.All the 14 patients were taken intra-oral scan (Trios 3Shape,Denmark)and cone-beam computed tomography (CBCT, NewTom 3G volumetric scanner, Aperio Service,Italy)shooting after periodontal treatment. STL data and DICOM data were obtained from intraoral scans and CBCT images.Data segmentation, registration, fusion, automatic tooth arrangement, virtual positioning of orthodontic appliance and conversion the coordinates of malocclusion model were all done with self-programming software. The data of 3D printing model with brackets on it were output finally and printed out with EDEN260V (Objet Geometries, Israel) to make indirect bonding transfer tray. Digital vernier caliper was used to measure the length and width of upper and lower left brackets and buccal tubes on those 3D models after removal of surrounding supporting material by ultrasonic vibration and water-spray. Intra-examiner reliability was assessed by using intra-class correlation coefficients (ICC), and one-sample T test was used to compare the measurements with the standard dimensional data of the brackets.Results:There were significant differences which range in 0.04-0.17 mm between the 13 items out of the 19 measurement items. Except for the length of the lower left premolars’brackets, mean values of the other items were greater than the test value.Conclusion:Although the measurement results in the width of brackets and the width and length of the buccal tubes obtained experimentally were slightly larger than the test value,this may not reduce the accuracy of indirect bonding procedure in clinic necessarily. Whether the differences which range in 0.04-0.17 mm would actually affect the retention and positioning of brackets needs to be confirmed by further studies.
传统正畸诊疗技术医生依靠“ 目测、手工” 操作完成托槽粘接过程(精确到毫米), 而即使富有经验的正畸医生对托槽的定位可能也与理想排牙结果相去甚远; 随着三维数字化影像分析技术和快速成型加工技术的不断发展, 立足于“ 客观、定量、自动化” 的数字正畸诊疗技术, 基于虚拟牙颌面模型进行三维诊断设计和自动化排牙托槽定位粘接转移托盘输出, 可以迅速、显著地提高口腔正畸临床诊断治疗的效果与效率, 并有望从根本上突破传统正畸技术的发展瓶颈, 而作为最终产品输出的3D打印模型体现了个体化矫治设计和个性化托槽定位的精髓, 国内外学者应用快速成型技术加工间接粘接转移托盘用于托槽定位粘接[1, 2, 3], 但并未对其精度进行验证, 本研究基于数字化正畸诊断设计流程进行间接粘接转移托盘模型的设计和3D打印, 并对关键性的托槽打印精度进行检验, 以期对数字化正畸的临床应用进行指导。
选取2014年至2015年于北京大学口腔医院正畸科就诊的错牙合畸形患者14例为研究对象, 其中拔牙8例, 不拔牙6例。本研究开始前经过北京大学口腔医院生物医学伦理审查委员会审查批准(项目编号PKUSS-201520027), 所有参与研究的患者均签署知情同意书。
所有患者牙周洁治后进行口内牙列扫描(Trios, 3shape, 丹麦)和锥形束CT(cone-beam computed tomography, CBCT, NewTom 3G volumetric scanner, Aperio Service, 意大利) 拍摄, 所得STL数据与DICOM数据在自编软件中进行数据分割融合和配准、数字化矫治设计和计算机软件自动排牙, 生成弓形贴近牙面, 按照弓形在不碰撞且托槽底板最靠近牙面时虚拟定位托槽(图1), 托槽底板与牙面之间距离以底板向牙面投影的方式消除, 在临床上有粘接剂替代、错牙合模型坐标还原, 最终输出3D打印模型数据用于间接粘接转移定位托盘的制作(图2), 其中虚拟托槽数据由浙江普特公司提供。
 | 图1 自编软件中自动排牙和托槽虚拟定位 A, front view; B, view of the left side.Figure 1 Automatic tooth arrangement and virtual positioning of orthodontic appliance in self-fabricated software |
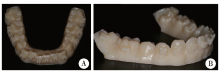
 | 图2 最终输出3D打印模型 A, view of the right side; B, front view.Figure 2 Final output 3D printing model |
14例患者的上下颌3D打印模型数据输入Objet Studio软件调整打印范围, 设置打印条件为HQ(高精度)进行打印(EDEN260V, Objet Geometries, 以色列)。打印材料VeroDentPlus(MED690)和支撑材料(FuIICura.7055)均为生物相容性材料, 打印后的3D模型由水枪及超声震荡去除周围支撑材料(图3)。
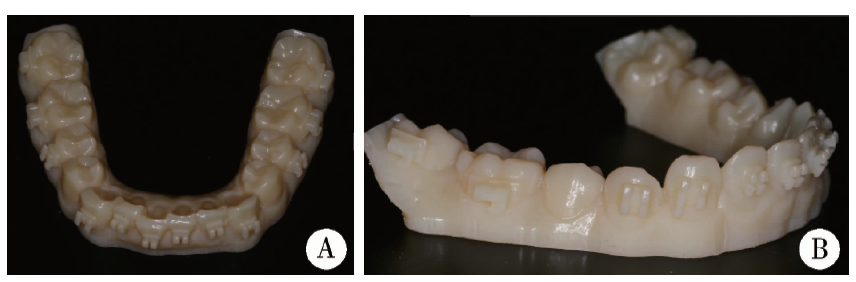 | 图3 打印后经后处理的3D模型 A, occlusion view; B, view of the right side.Figure 3 Post processed 3D model |
使用数字游标卡尺(广陆, 中国)精度为0.01 mm, 对所有样本牙颌模型上的左侧上下颌托槽及颊面管进行长度和宽度的测量(图4)。所有测量项目由同一测量者在一段时间内集中完成。测量条件保持不变, 两周后重复测量第2次(测量者一致性检验, ICC值0.999)。取第2次测量值作为最后的测量结果。
 | 图4 使用数字游标卡尺测量左下第一磨牙颊面管宽度Figure 4 Use digital vernier caliper to measure the width of buccal tube for the lower left first molar |
应用SPSS16.0统计软件对上述数据进行分析, 测量值比较采用独立样本t检验, 与托槽及颊面管设计尺寸进行比较, 双侧检验水准α =0.05, P< 0.05 认为差异有统计学意义。
19个测量分析项目中有13个项目的测量均值与检验标准值间的差异有统计学意义, 差异范围在0.04~0.17 mm。除左下第二前磨牙托槽长度外均大于检验值(表1)。
| 表1 第2次测量值与托槽及颊面管设计尺寸的比较 Table 1 Comparison of second measurements and the size designed of the brackets and buccal tubes /mm |
1986年, 采用立体光固化成型(stereolithography appearance, SLA)技术发明了第一台3D打印设备, 创立了世界上第一家3D打印设备公司— — 3D Systems公司。3D打印技术, 又称增材制造(additive manufacturing, AM)技术, 是快速成型技术 (rapid prototyping, RP)之一, 近年来受关注程度已经超过了计算机协助制作(computer aided manufactucing, CAM)加工的另一主流方式— — 数控加工技术(NC, 又称减材制造)。AM技术的优点在于:设计自由, 不受传统加工方法的限制, 无需机械加工或模具, 可以制作任意复杂几何形状的实体, 从而极大地缩短产品的研制周期, 提高生产率, 实现单件、个性化产品的快速制作; 被动制造(无应力); 材料浪费少, 生产中不会产生边角料, 通过摒弃生产线降低了成本; 对细节刻画清晰[4]。3D打印精度高, 在水平方向和垂直方向的分辨率可达 0.01 mm和 0.2 mm[5]。该技术首先应用于工程领域, 随后被推广到医学领域, 现已在口腔种植[6]、神经外科[7]、骨科、颌面部赝复体的制造中广泛应用[8]。
根据成形的原理和选择的基本材料不同, 目前广泛应用于医学领域且较为成熟的典型3D打印工艺有[9, 10, 11]:(1)液态树脂光固化成型; (2)粉末/丝状材料高能束烧结及熔化成型, 如电子束熔化(electron beam melting, EBM)、选择性激光熔化成型(selective laser melting, SLM)、选择性激光烧结成型(selective laser sintering, SLS); (3)丝材挤出热熔成型、熔融沉积制造成型(fused deposition modeling, FDM); (4)液体喷印成型、三维喷印(3 dimensional printing, 3DP); (5)固体薄层材料片/板/块材粘接或焊接成型, 如分层实体制造(laminated object ma-nufacturing, LOM)。
本研究使用的3D打印机Objet拥有专利的PolyJet喷墨技术, 其原理为SLA(图5)。SLA技术是计算机控制紫外光对光敏树脂为原料的固液交界表面进行扫描, 被扫描区域的树脂薄层产生光聚合反应而固化, 形成零件的一个薄层。成品每次移动的距离为一个层厚的距离, 以便固化好的树脂表面再敷上一层新的液态树脂, 然后用光进行扫描加工, 如此反复, 直到整个成品制造完毕[12]。喷射超薄层的光固化物, 最薄层只有16 μ m, 是当前相对比较成熟和应用较多的3D打印方法。Objet的打印分辨率为X轴:600 dpi:42 μ m, Y轴:600 dpi:42 μ m, Z轴:1 600 dpi:16 μ m。其优点是原材料利用率高, 成品表面光洁度高, 尺寸精度高、性能稳定、力学强度高[13]。
 | 图5 Objet 3D打印机的SLA打印原理Figure 5 SLA printing principle of Objet 3D printer |
SLM技术是采用高能量激光从底层的3D切片进行金属粉末融合, 单层完成后, 在已熔化后凝结成小球部分的金属粉末上再铺上薄薄的一层粉末材料进行加工, 如此往复, 直到材料整体成型。成型过程易产生热应力、组织应力、残余应力, 易导致制件的翘曲变形与裂纹[14]。成型后对打印后的实体处理需要使用机械加工、放电加工或切削加工工具等, 是一个耗时的过程[15]。
SLS技术原理是使用高功率激光器作为能源烧结材料粉末(如金属、陶瓷或玻璃粉末等), 激光选择性的融合, 在各截面利用激光加工, 然后工作舱下降, 新材料进行铺粉, 激光再加工, 如此往复, 直到材料成型。该成型方法具有制造工艺简单、成品机械性能好、强度高、柔性度高、材料选择范围广、无需支撑材料、材料利用率高及成型速度快等优点, 目前主要应用于铸造业[16]。SLS技术在许多方面还不够完善, 如制造的三维零件普遍存在精度较低及表面质量较差, 激光器价格昂贵等问题。
FDM技术又被称为熔丝成型、丝状材料选择性熔覆或熔积成型技术。材料(如热塑性塑料、非晶系金属、可食用材料等)经高温熔化, 通过喷头挤压成许多球状小颗粒, 颗粒遇冷后立即固化, 固化的小颗粒按切片数据排列, 最终形成实物[17]。目前这项技术非常灵活, 可用于制作精度要求不高的成品, 价格低廉。其缺点是, 打印过程受温度和支撑力影响而不能打印弧度较大的成品[18], 成型件表面条纹明显, 产品层间结合强度低, 打印速度慢。
测量结果的统计学差异主要集中在托槽的宽度和颊面管的长度宽度上, 除左下第二前磨牙托槽长度外其他牙均大于检验值。造成这些差异可能有以下一些原因:(1)托槽翼和颊面管周围的支撑材料去除不够完全, 在后处理时过度去除支撑材料会导致模型托槽翼处损坏, 残留的支撑材料增大了测量值; (2)托槽厂家提供的数据本身有± 0.04 mm的误差; (3)由于颊面管体部与其底板所成角较大, 颊面管长度较短, 给摆放卡尺位置准确测量颊管长度带来了一定难度, 可能导致测量结果偏大; (4)不同批次的打印材料以及打印机本身打印精度对测量结果的影响。本实验得到的稍大的测量结果不一定对临床使用造成影响, 临床上后续的操作是对3D打印模型进行压膜或其他方法的转移托盘的制作, 然后将矫治器放置在转移托盘中给患者进行间接粘接。0.04~0.17 mm的差异是否会影响托槽实际的固位和定位有待进一步的研究证实, 对于粘接剂的厚度, 在实际中测量非常困难, 而且在未来的临床工作中会由个性化托槽的底板取代不均匀的粘接剂厚度, 因此本试验没有测量粘接剂的打印厚度, 但这不会对临床应用带来影响。
3.3 3D打印对于正畸临床的影响
以3D打印为基础的数字模型的出现解决了传统石膏模的存储负担、损坏或断裂的危险、沉重的重量等难题。与石膏模型相比, 数字模型的数据测量同样具有很高的精确性[19]。Whetten等[20]比较数字化模型和石膏模型, 认为数字化模型完全可以提供制定计划所需要的各种术前数据, 可以成为石膏模型的一种替代。在临床中, 通过光学获取数字模型, 配合相关软件进行数字模型分析, 不仅解决传统取模方式给患者带来的不适, 也可根据需要打印模型, 方便数据存储与调用。
运用计算机辅助设计(computer aided design, CAD)来设计软件, 3D打印技术可以定制各种类型的矫治器, 包括咬合垫、个性化带环、牙合板、扩弓器、生物调节器等[21]。3D打印的个性化舌侧托槽已经问世, 但尚处在实验阶段。通过CBCT扫描仪和牙颌模型扫描仪获得牙齿数据, 在CAD软件上设计个性化舌侧托槽, 然后采用SLM技术打印与患者牙齿舌侧面精密吻合的舌侧托槽, 再通过转移托盘直接将托槽粘接在预先设计的位置上[22]。有研究显示3D金属打印技术制作的舌侧托槽和粘接剂的粘接强度与3M托槽无差别[23], 该技术可以消除传统舌侧托槽需要依赖粘接剂厚度补偿的弊端。相对于预成矫治器, 个性化矫治器的底板与牙齿表面的不同解剖结构更加贴合, 增加了粘接面积, 提高了粘接强度, 降低了矫治器脱落率。个性化矫治器还可以根据具体病例需要改变个别牙位托槽的数据(如转矩和轴倾度), 不像预成矫治器从始至终靠一套数据, 一位患者口内可以出现多种数据的搭配组合, 做到高效矫治, 精准医疗。这也符合未来医疗个性化的发展趋势。
本研究结果提示, 在今后的工作中应该扩大对不同型号打印机和不同种类打印材料对托槽打印精度的研究, 并且通过实验室或临床间接粘接后托槽位置的反馈与原始设计位置的对比, 明确本研究结果中的差异是否影响临床间接粘接的准确度。数字化正畸的准确性有赖于3D打印技术的发展, 相信随着3D打印机和打印材料的不断更新, 间接粘接托槽的打印精度会越来越高。
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|