


{kind=link}
{kind=link}
{kind=link}
{kind=link}
高压蒸汽灭菌对R-相镍钛锉表面形态及疲劳折断性能的影响
[杨殷杰1 , 侯本祥1 , 侯晓玫2, △  ]
]
]
|
|


目的: 比较高压蒸汽灭菌对K3XF和K3表面形态和疲劳折断性能的影响。方法: 将25 mm长、25#/0.06锥度的K3XF和K3各48支随机分为4组( n=12),组1不做处理,组2~4分别进行高压蒸汽灭菌,分别循环10次、20次、30次。每组随机选取2支锉在扫描电子显微镜(scanning electron microscope,SEM)下观察表面形态,其余10支锉使用60°弯曲角度、3.5 mm弯曲半径的模拟金属根管进行疲劳折断实验。记录疲劳折断时间,计算疲劳折断圈数(number of cyclic fatigue,NCF),测量折断段长度,并对折断断口进行SEM观察。以SAS 9.3软件进行双因素方差分析,显著性水平0.05。结果: SEM观察可见K3XF表面粗糙,呈现微孔结构,K3沟槽处表面有明显车磨条纹,切割刃处较平滑。高压蒸汽灭菌使K3XF的微孔数量增加且孔径变大,K3的车磨条纹变形、受挤压、裂开。K3XF新锉的NCF为210±59,高压蒸汽灭菌10次、20次、30次后的NCF分别为178±37,208±48和227±43,与新锉相比,差异均无统计学意义( P>0.05)。K3新锉的NCF为145±38,高压蒸汽灭菌10次、20次后的NCF分别为128±43和124±46,与新锉相比,差异均无统计学意义( P>0.05),但是高压蒸汽灭菌30次后,NCF显著升高到216±38( P<0.05),所有断口均呈典型的疲劳折断特征。结论: K3XF经多次高压蒸汽灭菌后,表面粗糙度增加,但是疲劳折断性能保持稳定。
Objective: To compare the effects of autoclave on surface microstructure and cyclic fatigue resistance of K3XF and K3.Methods: Forty-eight size 25, 0.06 taper 25 mm-long K3XF or K3 were randomly divided into 4 groups ( n=12). The instruments from group 1 were not autoclaved, and the groups 2 to 4 underwent autoclave for 10 cycles, 20 cycles, and 30 cycles, respectively. The surface microstructure of two instruments randomly selected from each group was observed using scanning electron microscope (SEM). The remaining 10 instruments were submitted to the cyclic fatigue test by using a simulated metal root canal with curvature of 60° and radius 3.5 mm. The time till fracture was recorded, the number of cyclic fatigue (NCF) calculated, the fragment length evaluated, and the topographic features were analyzed using SEM. The data were analyzed using the two-way ANOVA analysis by SAS 9.3 software at a significance level of P<0.05.Results: SEM observation identified rough features on the surface of K3XF with micropores existing evenly. K3 was characterized by machining grooves, which located specifically in the flute, leaving a smooth cutting edge. After autoclave, SEM observation indicated that the micropores in the surface of K3XF became larger and more, whereas the machining grooves in the surface of K3 were squeezed, out of shape and flaking. As far as the NCF was concerned, new K3XF was 210±59, and no significant difference was found after 10, 20, and 30 cycles of autoclave for K3XF, values being 178±37, 208±48, and 227±43, respectively ( P>0.05). For K3, the new one was 145±38, and no significant difference in NCF was demonstrated after 10 and 20 cycles of autoclave, with the values of 128±43 and 124±46, respectively ( P>0.05). However, after 30 cycles of autoclave of K3, significant increase to 216±38 was identified ( P<0.05). Topographic features demonstrated typical cyclic fatigue for all the groups.Conclusions: The surface roughness of K3XF was increased after autoclave, while the cyclic resistance remained stable after up to 30 cycles.
R-相镍钛锉的生产制造过程中使用了热处理工艺, 目前, R-相镍钛锉包括K3XF、TF(twisted file)和TFA(twisted file adaptive), 其中, K3XF的生产过程为镍钛原丝经过车磨切割成所需要的螺纹形态, 随后进行一系列热处理[1]。热处理可以使车磨成形过程中积存在镍钛合金内部的应力释放, 同时, 马氏体相变和R-相变分离, 相变温度升高[2], 因此, 应力诱导马氏体相变阈值降低, 疲劳折断性能显著增高[3, 4, 5, 6]。但是, 在临床使用中, R-相热处理镍钛锉仍然存在无预警的疲劳折断问题, 可能与临床使用因素有关。高压蒸汽灭菌是临床常用的镍钛锉消毒灭菌方法, 已有文献报道, 其对镍钛锉的疲劳折断性能及表面形态产生影响[7, 8, 9, 10, 11, 12]。由于R-相镍钛锉具有特殊的晶体相结构, 高压蒸汽灭菌对其影响与传统镍钛锉可能不同, 因此, 本研究以K3XF为研究对象, 以传统镍钛锉K3为对照, 研究高压蒸汽灭菌循环对R-相镍钛锉表面形态及疲劳折断性能的影响, 以期为临床应用提供理论依据。
选取新的25 mm长、25#/0.06锥度的K3XF和K3(SybronEndo, 美国)各48支, 随机分为4组(n=12), 体视显微镜(奥特SZ760, 奥特光学仪器有限公司, 重庆)放大40倍下检查锉刃无明显缺损。
组1不做处理, 组2~4使用高压蒸汽灭菌锅(MELAG, 德国)分别进行灭菌循环10次、20次、30次。
每组随机选取2支镍钛锉, 交替浸泡于丙酮(北京试剂, 北京化工厂)和蒸馏水中, 超声(EURONDA, ENERGY型, 意大利)振荡清洗各3次, 每次20 min, 自然干燥。室温下使用导电胶布把镍钛锉固定于扫描电子显微镜(scanning electron microscope, SEM)(S-4800, HITACHI, 日本)样品台上, 电压15 kV, 电流10 mA, 在不同放大倍数下观察镍钛锉表面形态。
每组剩余的10支镍钛锉进行疲劳折断性能实验。镍钛锉通过16 :1减速手机(X-smart, 登士柏, 美国)固定于自制模拟金属根管[13]。使用口腔科手术显微镜(Leica F40, 德国)放大10倍视野确认锉尖与模拟根管末端平齐。用数码相机垂直于模拟根管照相, 图像使用ImageJ2x(National Institutes of Health, 美国)软件测量, 确认锉的弯曲角度60° , 弯曲半径3.5 mm[13], 弯曲段长度3.6 mm, 弯曲中点距锉尖7.3 mm(图1)。金属根管内涂布润滑油(凡士林, 白云药业, 南昌)。连接扭矩控制马达(X-smart, 登士柏, 美国), 设置转速300 r/min, 扭矩5.2 N· cm。开启马达, 镍钛锉旋转至折断, 摄像设备拍摄整个过程, 回放录像, 记录折断时间(s)。
 | 图1 镍钛根管锉疲劳折断实验装置Figure 1 Cyclic fatigue test device |
1.5.1 疲劳折断圈数 折断时间(s)乘以每秒旋转圈数(5圈/s)为疲劳折断圈数。
1.5.2 折断段长度 手术显微镜放大10倍视野下使用数显卡尺(苏制02050123-1, 锡工量具有限公司, 无锡)测量镍钛锉剩余段长度, 折断段长度=总长度-剩余段长度。
1.5.3 折断断口分析 每组折断后的镍钛锉随机选取2支使用SEM对断口进行分析, 方法同1.3小节。
应用SAS 9.3软件, 疲劳折断圈数和折断段长度的组间比较采用双因素方差分析, 同种锉不同高温次数的组间两两比较采用LSD法, P< 0.05为差异有统计学意义, 并进行多重检验的修正。
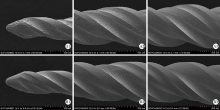
K3XF的低倍镜下轴向观可见特殊的微孔结构, 表面显得粗糙。高压蒸汽灭菌10次、20次、30次后均与K3XF新锉无明显差异(图2)。高倍镜下, 随高压蒸汽灭菌次数增加, K3XF表面粗糙度增加, 微孔变大并且密度增加(图3)。
 | 图2 K3XF和K3新锉低倍镜下整体观Figure 2 Morphological features of new files of K3XF and K3A, K3XF; B, K3. 1, the tip portion (× 150); 2, the middle portion (× 100); 3, the coronal portion (× 70). |
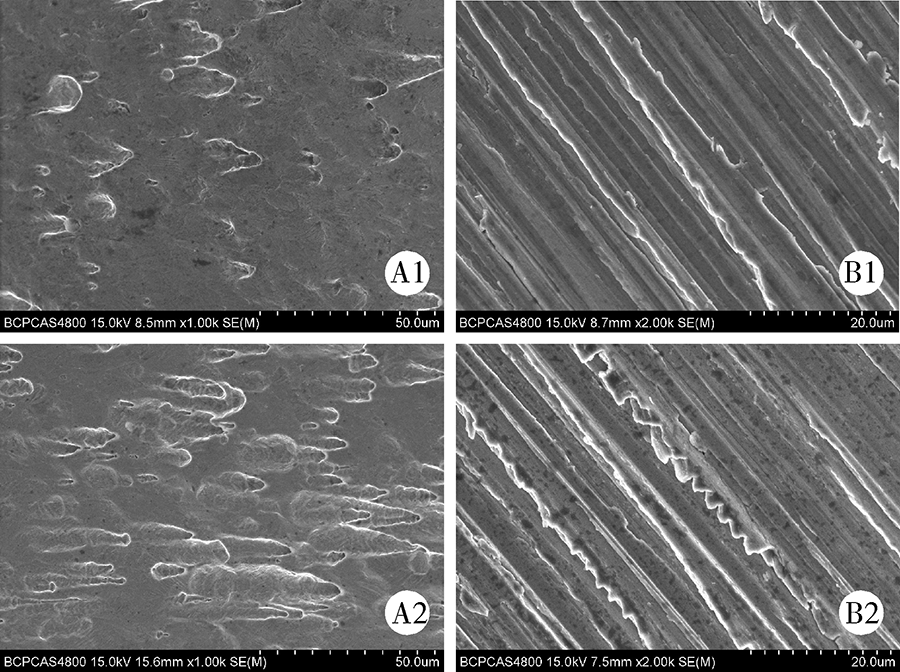 | 图3 K3XF、K3新锉与高压蒸汽灭菌30次后的表面形态Figure 3 Morphological features of new files and those after 30 cycles of autoclaveA1, A2, indicate micropores in the surface of new K3XF and K3XF after 30 cycles of autoclave, respectively (× 1 000); B1, B2, indicate the machining grooves in the surface of new K3 and K3 after 30 cycles of autoclave, respectively (× 2 000). |
K3的低倍镜下轴向观可见明显的车磨痕迹, 主要位于沟槽处, 锉的切割刃处表面略光滑。高压蒸汽灭菌10次、20次、30次后均与K3新锉无明显差异(图2)。高倍镜下, 随着高压蒸汽灭菌次数增加, K3表面的车磨条纹变形、受挤压、裂开, 而且变形程度越加明显(图3)。
2.2.1 疲劳折断圈数 高压蒸汽灭菌10次、20次、30次后的K3XF分别与K3XF新锉相比, 疲劳折断圈数差异无统计学意义(P> 0.05)。高压蒸汽灭菌10次、20次后的K3分别与K3新锉相比, 疲劳折断圈数差异均无统计学意义(P> 0.05), 但是, 高压蒸汽灭菌30次使K3的疲劳折断圈数显著升高(P< 0.05, 表1)。K3XF与K3相比, K3XF新锉的疲劳折断圈数显著大于K3, 高压蒸汽灭菌10次、20次后, K3XF疲劳折断圈数仍然显著大于K3(P< 0.05), 但是, 高压蒸汽灭菌30次后, K3XF和K3的疲劳折断圈数差异无统计学意义(P> 0.05, 表1)。
| 表1 K3XF和K3新锉以及不同次数高压蒸汽灭菌后的疲劳折断圈数 Table 1 The number of cyclic fatigue for new and autoclaved files |
2.2.2 折断段长度 各组锉的折断位点均位于弯曲中点附近(表2)。
| 表2 K3XF和K3新锉以及不同次数高压蒸汽灭菌后的折断段长度 Table 2 The fragment length for new and autoclaved files |
2.2.3 折断断口分析 各组锉的折断断口SEM观察均可见到裂纹源区、裂纹扩展区和瞬时断裂区, 符合疲劳折断特征(图4)。
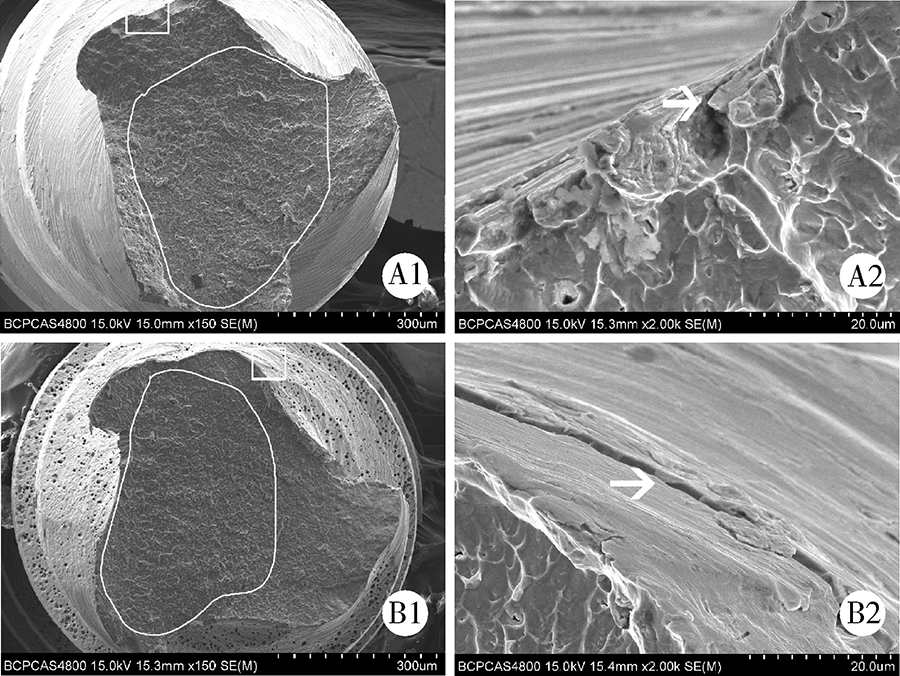 | 图4 K3XF和K3的典型断口形态Figure 4 Typical topographic features of the fractured surfaces of K3XF and K3A, K3XF autoclaved 10 cycles; B, K3 autoclaved 10 cycles. 1, demonstrate the fractured surfaces (× 150); 2, demonstrate the same instrument at higher magnification (× 2 000) of the region of crack origins. Crack origins (white box) and fatigue crack propagation and dimple areas (white line) were identified. White arrows indicate the crack initiation origin. |
K3的生产工艺为车磨产生螺纹, 没有进行热处理。K3XF的横断面形态和核心直径与K3完全相同[14], 不同在于K3XF车磨后进行热处理[1]。本研究中, SEM观察到K3表面明显的车磨痕迹, 符合传统车磨镍钛锉的微观形态特点。K3XF表面有特征性的微孔结构, 可能与其车磨成形后的热处理有关(图2)。Ha等[1]报道, 这些微孔在疲劳折断过程中有助于抑制裂隙的扩展, 提高疲劳折断性能。本研究结果亦证明K3XF的疲劳折断性能显著优于K3(表1)。
高压蒸汽灭菌后, K3表面的车磨条纹变形、裂开(图3), 可能是由于高温循环使K3内部积存的内应力释放, 导致菲薄的车磨条纹开裂, 同时, 在高压环境下, 氢原子渗入金属材料内部, 在金属内部结合成分子, 产生较高压力, 从而引起材料表面的开裂和皱褶, 即氢脆现象[15]。K3XF表面微孔孔径变大(图3), 可能与高压环境中蒸汽作用于器械表面导致的腐蚀有关[16]。本研究结果与Spagnuolo等[16]报道的一致。Alexandrou等[17]也报道高压蒸汽灭菌11次后, ProFile和FlexMaster的表面粗糙度增加, Nair等[11]和Razavian等[12]的研究也得到相似的结果, 可能是由于反复的热冷循环, 使镍钛锉表面TiO2层变薄导致的[18]。
本研究中, 高压蒸汽灭菌30次后K3的疲劳折断圈数显著增加(表1), 与Viana等[7]的研究结果一致, 同样是传统镍钛锉的ProFile在干热灭菌或高压蒸汽灭菌后的疲劳折断圈数显著增加。李向芬等[19]的研究结果也表明, 经过5次及10次高压蒸汽灭菌后K3、Mtwo、ProTaper三种传统镍钛锉的疲劳折断性能均增加。本实验所用灭菌设备的温度变化程序为从室温上升到134 ℃, 保持5 min, 干燥25 min, 随后冷却到室温。这种热处理过程可能消除一部分K3内部积存的残余应力, 使裂隙初始形核和裂隙扩展的速度减慢[7]。Alexandrou等[17]报道高压蒸汽灭菌11次后, ProFile和FlexMaster的相变温度都有不同程度的降低, 证明根管锉内部晶体相的组成和比例发生改变[7]。有研究亦证实高压蒸汽灭菌改变根管锉的化学成分, 特别是镍和钛的含量有轻微变化[16]。以上变化在根管锉内部均有累积效应, 可能是本研究中高压蒸汽灭菌10次和20次后, K3的疲劳折断圈数无显著增加的原因(表1)。
高压蒸汽灭菌30次的K3疲劳折断圈数增加, 不宜理解为有利于临床使用。相反, 只能说明传统镍钛锉K3在高压蒸汽灭菌因素作用下, 不至于削减其疲劳折断性能。在临床使用中, 镍钛锉还要同时承受NaClO腐蚀和疲劳应力因素的综合作用, 在综合因素作用下, 可能导致疲劳折断性能迅速衰减。
本实验中, K3XF在高压蒸汽灭菌到30次后的疲劳折断圈数均无显著变化(表1)。与Hilfer等[8]对TF的研究结果一致。K3XF的相变温度为(24.89± 1.98) ℃[3], 接近室温。在灭菌循环中, K3XF内部将发生热诱导的回复相变和马氏体相变循环, 引入少量位错, 而热处理又可以释放部分位错, 两者相互拮抗, 使K3XF的疲劳折断性能保持稳定。另一方面, SEM观察到K3XF表面微孔增加, 可能有助于稳定疲劳折断性能。但是, Plotino等[9]报道高压蒸汽灭菌10次使K3XF的疲劳折断圈数增加, 与本研究结果不一致, 可能由于其使用40#/04锥度根管锉, 而且疲劳模型的弯曲半径也延长为5 mm, 在该模型中, 微孔对裂纹扩展的抑制作用可能增强。
K3XF经过高温蒸汽灭菌30次循环后, 疲劳折断性能仍然保持稳定, 提示R-相热处理工艺有利于镍钛锉材料性能稳定, 但是, 不能就此认为K3XF临床使用30次都是安全的。临床使用过程中, 镍钛锉还要承受其他因素的综合作用。Zhao等[20]报道, 加载不同梯度的疲劳应力同时高压蒸汽灭菌10次后, K3XF的疲劳折断圈数显著变化, Viana等[7]的研究也得到类似的结果, 说明应力加载与高压蒸汽灭菌可能具有协同作用。
(本文编辑:任英慧)
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|