Journal of Peking University (Health Sciences) ›› 2024, Vol. 56 ›› Issue (2): 345-351. doi: 10.19723/j.issn.1671-167X.2024.02.023
Previous Articles Next Articles
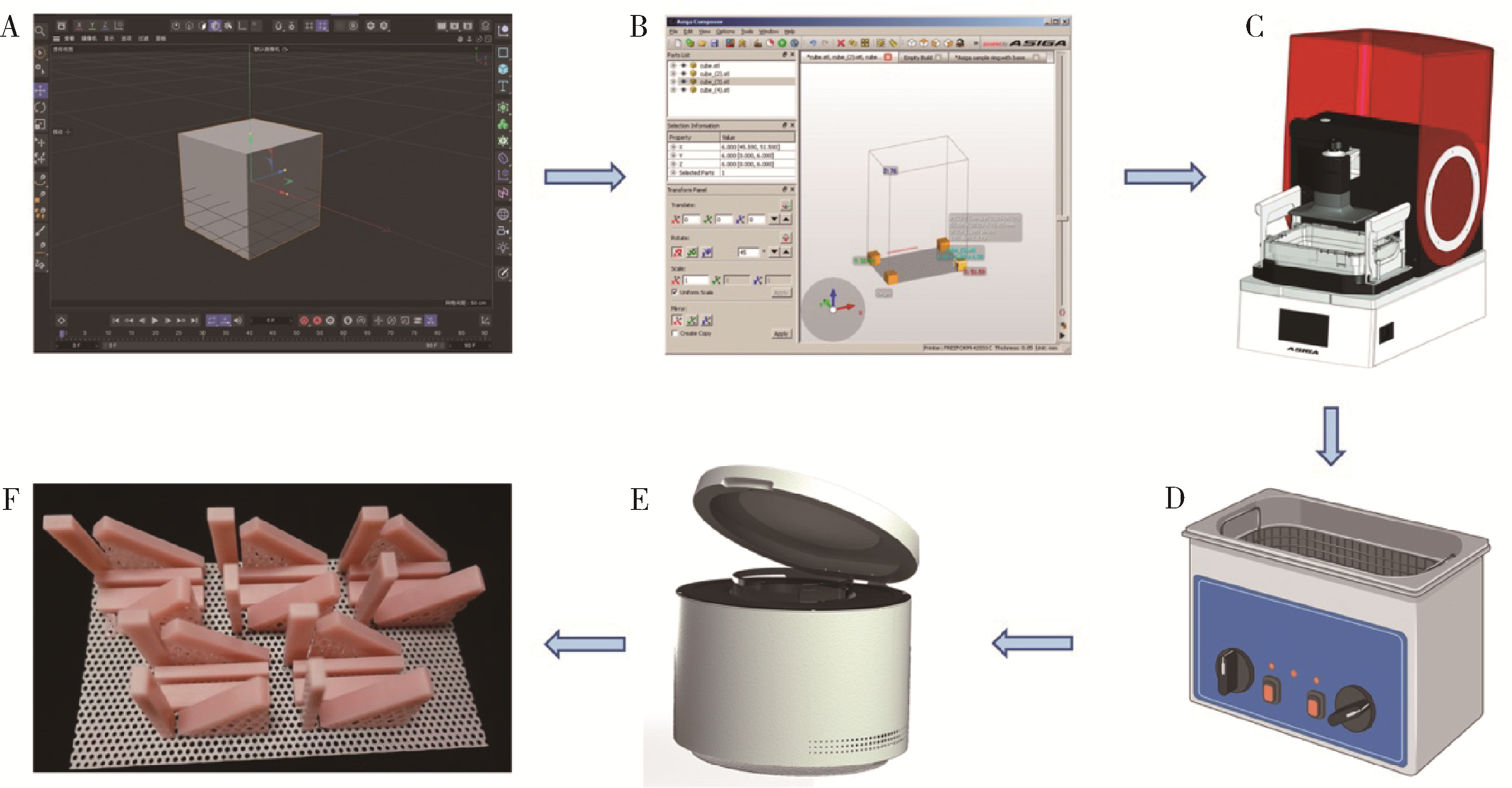
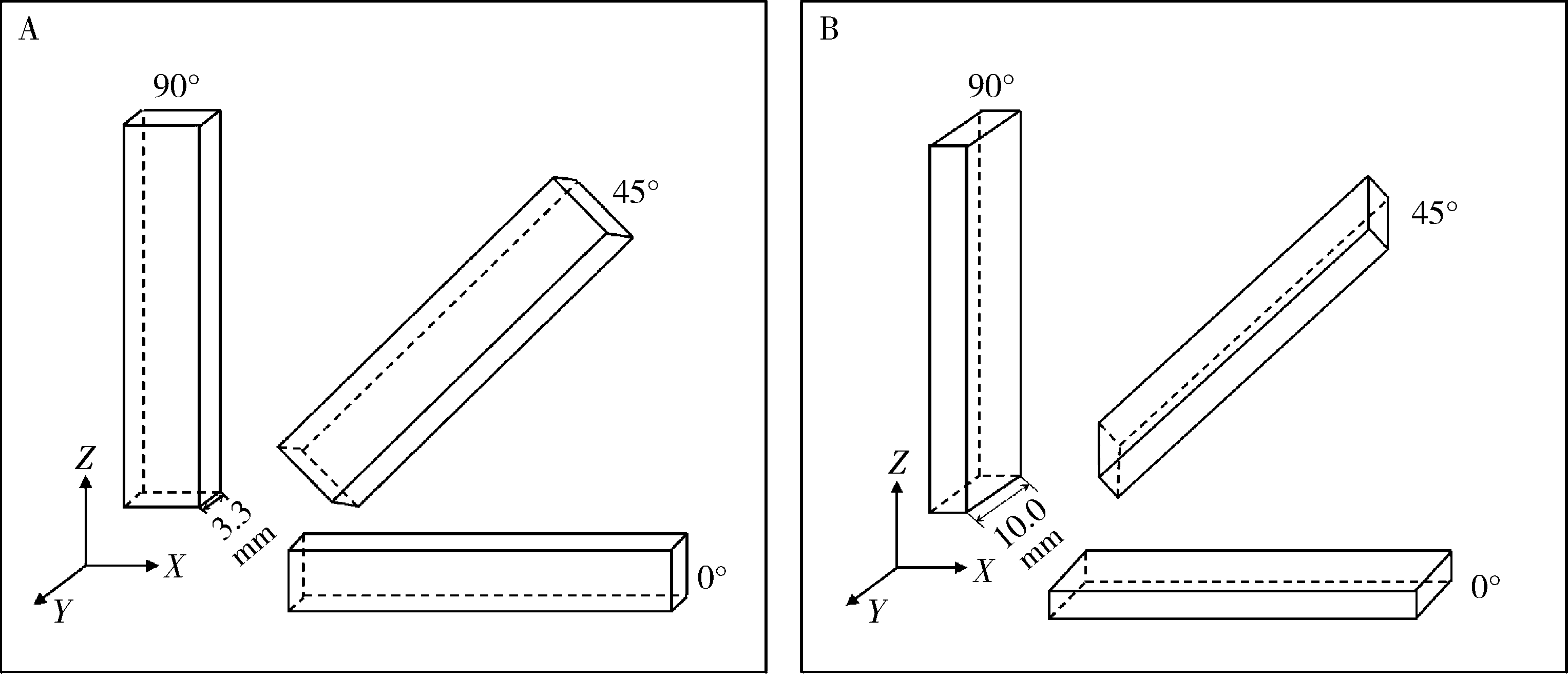
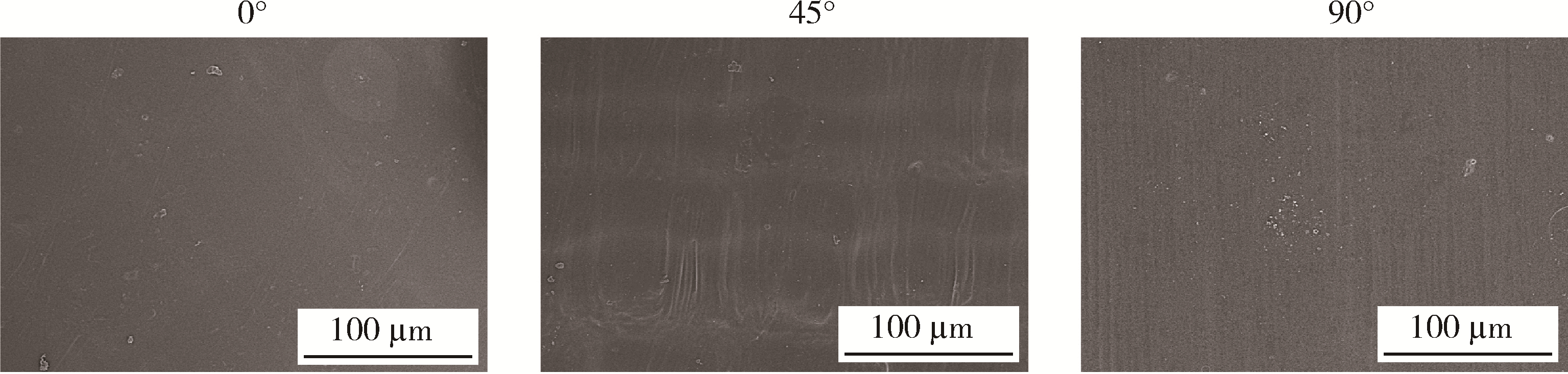
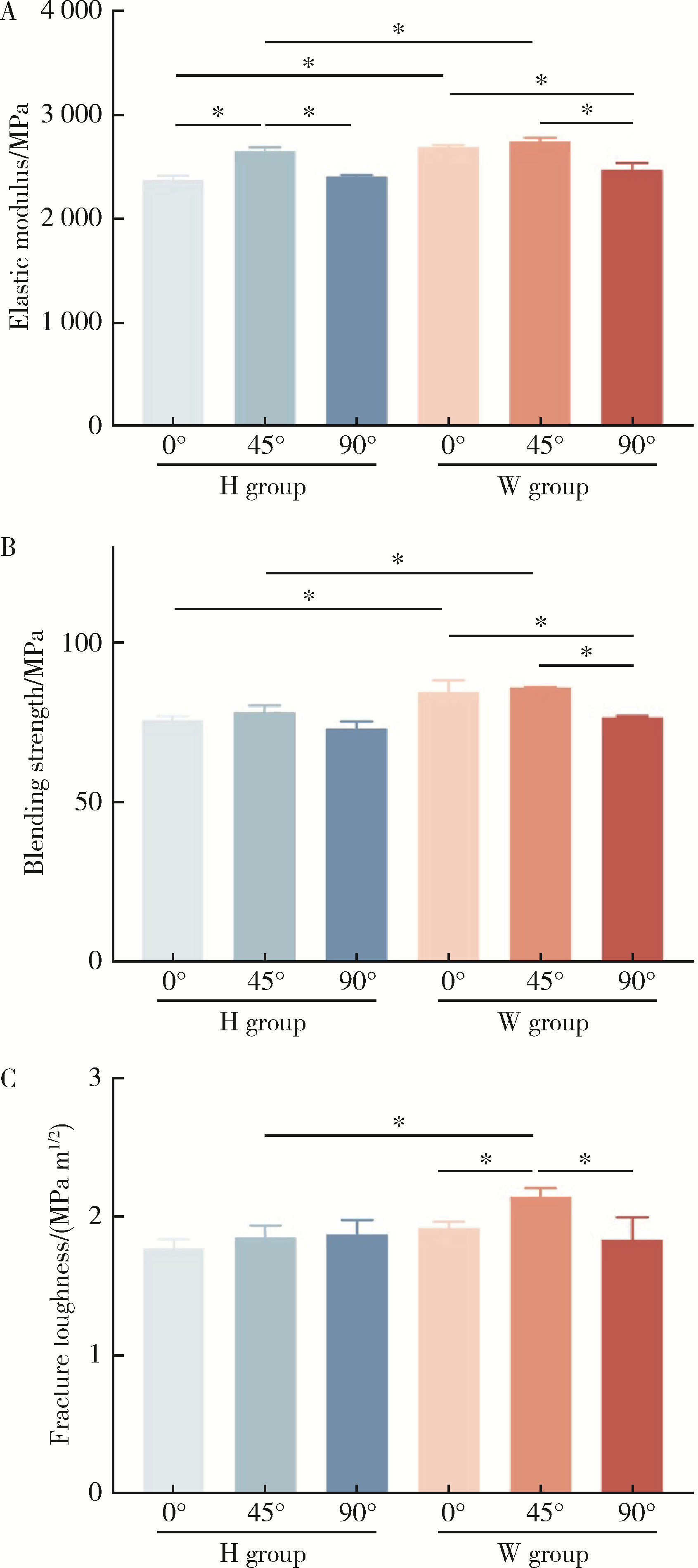
Effect of printing orientation on physical and mechanical properties of 3D printing prosthodontic base resin materials
Xinxin ZHAN,Lulu CAO,Dong XIANG,Hao TANG,Dandan XIA*( ),Hong LIN*()
),Hong LIN*()
- Department of Dental Materials, Peking University School and Hospital of Stomatology & National Center for Stomatology & National Clinical Research Center for Oral Diseases & National Engineering Research Center of Oral Biomaterials and Digital Medical Devices & NMPA Key Laboratory for Dental Materials & Dental Medical Devices Testing Center & Beijing Key Laboratory of Digital Stomatology & National Engineering Laboratory for Digital and Material Technology of Stomatology, Beijing 100081, China
CLC Number:
- R783.1






| 1 | da Silva TM , Immich F , de Araujo TS , et al. Photosensitive resins used in additive manufacturing for oral application in dentistry: A scoping review from lab to clinic[J]. J Mech Behav Biomed Mater, 2023, 141 (5): 105732. |
| 2 |
Gülcan O , Günaydın K , Tamer A . The state of the art of material jetting: A critical review[J]. Polymers (Basel), 2021, 13 (16): 2829.
doi: 10.3390/polym13162829 |
| 3 | 顾波. 增材制造技术国内外应用与发展趋势[J]. 金属加工(热加工), 2022, (3): 1- 16. |
| 4 | 洪啸吟, 孟怀东, 阴金香. 立体光刻技术[J]. 感光科学与光化学, 1997, 15 (3): 85- 95. |
| 5 |
Yoo SY , Kim SK , Heo SJ , et al. Dimensional accuracy of dental models for three-unit prostheses fabricated by various 3D printing technologies[J]. Materials (Basel), 2021, 14 (6): 1550.
doi: 10.3390/ma14061550 |
| 6 |
Nasiry-Khanlar L , Revilla-León M , Barmak AB , et al. Surface roughness and shear bond strength to composite resin of additively manufactured interim restorative material with different printing orientations[J]. J Prosthet Dent, 2023, 129 (5): 788- 795.
doi: 10.1016/j.prosdent.2021.08.010 |
| 7 |
Shim JS , Kim JE , Jeong SH , et al. Printing accuracy, mechanical properties, surface characteristics, and microbial adhesion of 3D-printed resins with various printing orientations[J]. J Prosthet Dent, 2020, 124 (4): 468- 475.
doi: 10.1016/j.prosdent.2019.05.034 |
| 8 |
Yan X , Jiang R , Lin H , et al. Oriented face-centered cubic to hexagonal close-packed martensitic transition, grain morphology, and mechanical properties of Co-Cr alloy fabricated by selective laser melting[J]. J Prosthet Dent, 2022, 127 (2): 282- 287.
doi: 10.1016/j.prosdent.2020.07.036 |
| 9 |
Xiang D , Xu Y , Lin H , et al. Dental zirconia fabricated by stereolithography: Accuracy, translucency and mechanical properties in different build orientations[J]. Ceram Int, 2021, 47 (20): 28837- 28847.
doi: 10.1016/j.ceramint.2021.07.044 |
| 10 | 黄华莉, 左伟文, 石磊, 等. 义齿树脂基托材料颜色稳定性研究进展[J]. 口腔医学研究, 2014, 30 (3): 276- 277. |
| 11 |
Mazurek-Popczyk J , Nowicki A , Arkusz K , et al. Evaluation of biofilm formation on acrylic resins used to fabricate dental temporary restorations with the use of 3D printing technology[J]. BMC Oral Health, 2022, 22 (1): 442.
doi: 10.1186/s12903-022-02488-5 |
| 12 |
Yacob N , Ahmad NA , Safii SH , et al. Is microbial adhesion affected by the build orientation of a 3-dimensionally printed denture base resin[J]. J Prosthet Dent, 2023, 130 (1): 131.e1- 131.e7.
doi: 10.1016/j.prosdent.2023.04.017 |
| 13 |
Alharbi N , Osman RB . Does build angle have an influence on surface roughness of anterior 3D-printed restorations? An in vitro study[J]. Int J Prosthodont, 2021, 34 (4): 505- 510.
doi: 10.11607/ijp.7100 |
| 14 | Ligon SC , Liska R , Stampfl J , et al. Polymers for 3D printing and customized additive manufacturing[J]. Chem Rev, 2017, 117 (15): 10212- 10290. |
| 15 | Prpić V , Schauperl Z , Ćatić A , et al. Comparison of mechanical properties of 3D-printed, CAD/CAM, and conventional denture base materials[J]. J Prosthodont, 2020, 29 (6): 524- 528. |
| 16 |
de Oliveira Limírio JPJ , Gomes JML , Alves Rezende MCR , et al. Mechanical properties of polymethyl methacrylate as a denture base: Conventional versus CAD-CAM resin: A systematic review and meta-analysis of in vitro studies[J]. J Prosthet Dent, 2022, 128 (6): 1221- 1229.
doi: 10.1016/j.prosdent.2021.03.018 |
| 17 |
Mann RS , Ruse ND . Fracture toughness of conventional, milled and 3D printed denture bases[J]. Dent Mater, 2022, 38 (9): 1443- 1451.
doi: 10.1016/j.dental.2022.06.029 |
| 18 | Gungor H , Gundogdu M , Alkurt M , et al. Effect of polymerization cycles on flexural strengths and microhardness of different denture base materials[J]. Dent Mater J, 2017, 36 (2): 168- 173. |
| [1] | ABUDUREHEMAN Kaidierya,Rong-geng ZHANG,Hao-nan QIAN,Zhen-yang ZOU,YESITAO Danniya,Tian-yuan FAN. Preparation and in vitro evaluation of FDM 3D printed theophylline tablets with personalized dosage [J]. Journal of Peking University (Health Sciences), 2022, 54(6): 1202-1207. |
| [2] | SUN Yu-chun,GUO Yu-qing,CHEN Hu,DENG Ke-hui,LI Wei-wei. Independent innovation research, development and transformation of precise bionic repair technology for oral prosthesis [J]. Journal of Peking University (Health Sciences), 2022, 54(1): 7-12. |
| [3] | ZHANG Da, WANG Lin-chuan, ZHOU Yan-heng, LIU Xiao-mo, LI Jing. Precision of three-dimensional printed brackets#br# [J]. Journal of Peking University(Health Sciences), 2017, 49(4): 704-708. |
|
||